Independently Developed 600T Intelligent Friction Welding Machine Trial Run Success
On August 20, 2015, the Φ300mm 600T friction welding machine jointly developed by Caston and Harbin Welding Technology Research Institute successfully made the trial run in Wuxi Caston Drill Tools Co., Ltd. It has the largest welding capacity in terms of the welding diameter in domestic market, which marks that China has made a new breakthrough in the pipe diameter and welding technology in the field of friction welding machine. Tthe welding quality of the drill pipe can directly affect the drilling quality, and the welding technology is the key factor. With the improvement of the trenchless technology for large projects and the development of the trenchless large tonnage drill rig, the upgrade of large diameter friction welding machine and the related technologies improves the configuration of the drill pipe for large drill rig products.

摩擦焊接技术基本原理
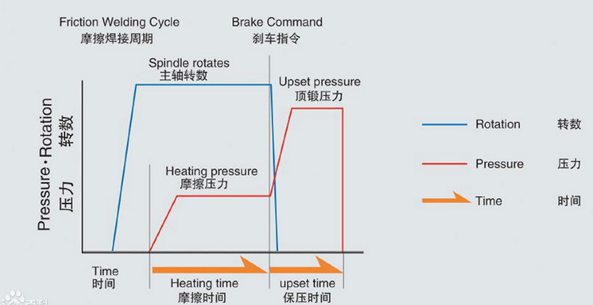
焊前,待焊的一对工件中,一件夹持于旋转夹具,称为旋转工件,另一件夹持于移动夹具,称为移动工件。焊接时,旋转工件在电机驱动下开始高速旋转,移动工件在轴向力作用下逐步向旋转工件靠拢,两侧工件接触并压紧后,摩擦界面上一些微凸体首先发生粘接与剪切,并产生摩擦热。随着实际接触面积增大,摩擦扭矩迅速升高,摩擦界面处温度也随之上升,摩擦界面逐渐被一层高温粘塑性金属所覆盖。此时,两侧工件的相对运动实际上已发生在这层粘塑性金属内部,产热机制已由初期的摩擦产热转变为粘塑性金属层内的塑性变形产热。在热激活作用下,这层粘塑性金属发生动态再结晶,使变形抗力降低,故摩擦扭矩升高到一定程度(前峰值扭矩)后逐渐降低。随着摩擦热量向两侧工件的传导,焊接面两侧温度亦逐渐升高,在轴向压力作用下,焊合区金属发生径向塑性流动,从而形成飞边,轴向缩短量逐渐增大。随摩擦时间延长,摩擦界面温度与摩擦扭矩基本恒定,温度分布区逐渐变宽,飞边逐渐增大,此阶段称之为准稳定摩擦阶段。在此阶段,摩擦压力与转速保持恒定。当摩擦焊接区的温度分布、变形达到一定程度后,开始刹车制动并使轴向力迅速升高到所设定的顶锻压力此时轴向缩短量急骤增大,并随着界面温度降低,摩擦压力增大,摩擦扭矩出现第二个峰值,即后峰值扭矩。在顶锻过程中及顶锻后保压过程中,焊合区金属通过相互扩散与再结晶,使两侧金属牢固焊接在一起,从而完成整个焊接过程。在整个焊接过程中,摩擦界面温度一般不会超过熔点,故摩擦焊是固态焊接。
焊前,待焊的一对工件中,一件夹持于旋转夹具,称为旋转工件,另一件夹持于移动夹具,称为移动工件。焊接时,旋转工件在电机驱动下开始高速旋转,移动工件在轴向力作用下逐步向旋转工件靠拢,两侧工件接触并压紧后,摩擦界面上一些微凸体首先发生粘接与剪切,并产生摩擦热。随着实际接触面积增大,摩擦扭矩迅速升高,摩擦界面处温度也随之上升,摩擦界面逐渐被一层高温粘塑性金属所覆盖。此时,两侧工件的相对运动实际上已发生在这层粘塑性金属内部,产热机制已由初期的摩擦产热转变为粘塑性金属层内的塑性变形产热。在热激活作用下,这层粘塑性金属发生动态再结晶,使变形抗力降低,故摩擦扭矩升高到一定程度(前峰值扭矩)后逐渐降低。随着摩擦热量向两侧工件的传导,焊接面两侧温度亦逐渐升高,在轴向压力作用下,焊合区金属发生径向塑性流动,从而形成飞边,轴向缩短量逐渐增大。随摩擦时间延长,摩擦界面温度与摩擦扭矩基本恒定,温度分布区逐渐变宽,飞边逐渐增大,此阶段称之为准稳定摩擦阶段。在此阶段,摩擦压力与转速保持恒定。当摩擦焊接区的温度分布、变形达到一定程度后,开始刹车制动并使轴向力迅速升高到所设定的顶锻压力此时轴向缩短量急骤增大,并随着界面温度降低,摩擦压力增大,摩擦扭矩出现第二个峰值,即后峰值扭矩。在顶锻过程中及顶锻后保压过程中,焊合区金属通过相互扩散与再结晶,使两侧金属牢固焊接在一起,从而完成整个焊接过程。在整个焊接过程中,摩擦界面温度一般不会超过熔点,故摩擦焊是固态焊接。

